Autoklávovaný pórobeton
Beton s buněčnou strukturou se nazývá provzdušněný beton. Je to umělý kámen, ve kterém celý objem pronikají póry. Jako název sloužilo ztuhnutí pod tlakem v autoklávu. Tlak v autoklávu je nad atmosférickým tlakem asi 12 atmosfér, teplota produktů zpracování je 190 stupňů.
Autoklávovaný beton se získává z cementu, písku, vápna, vody s přídavkem malého hliníkového prášku. Při chemické reakci vápna a hliníkového prášku při pěnění směsi se vytvářejí póry až do průměru 3 mm naplněné vzduchem.
Konstrukce vyrobená z takového materiálu se nazývala „Kamenný strom“ pro kombinování vlastností dřeva a kamene.
Vlastnosti autoklávovaného pórobetonu

- lehké obrábění;
- šetrný k životnímu prostředí;
- kombinace pevnosti kamene a hmotnosti dřeva;
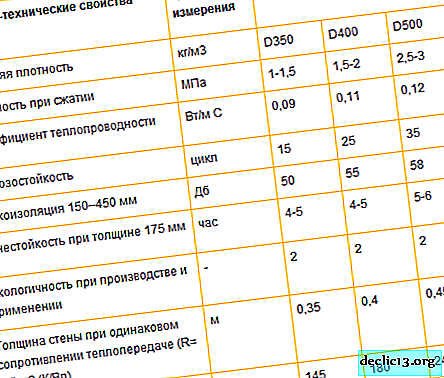
- vysoká tepelná izolace (koeficient tepelné vodivosti - 0,12 W / m ° C);
- ohnivzdorné;
- vysoký stupeň absorpce zvuku;
- odolný vůči nepříznivým podmínkám prostředí;
- vodě a parotěsné;
- trvanlivé. Dodržování výrobních a konstrukčních technologií vám umožní provozovat budovy až do 100 let;
- nehnije.
Technologie výroby autoklávovaného pórobetonu
- Příprava směsi. Všechny základní materiály v předem určených poměrech se automaticky mísí v automatickém režimu, aby se získala kompozice, která má konzistenci ne husté zakysané smetany.
- Lití do forem, získání správné velikosti bloku. Při periodickém rázovém zatížení je polovina objemu formy naplněna připravenou směsí. Periodické vibrace zlepšují pórovitost materiálu. Interakce hliníku a vápna způsobuje uvolňování volného vodíku, zvyšování směsi, která zcela vyplňuje objem formy. Teplota dosahuje 80 stupňů, což vede k tuhnutí cementu. Výsledkem je, že buňky jsou vytvořeny ve tvaru koule, naplněné vzduchem póry až do průměru tří milimetrů. Pro kvalitní výrobu autoklávovaného betonu je nutné přísně dodržovat výrobní proces.
- Hromadné kalení. Přibližně 60 - 120 minut je nezbytných pro předběžné ztvrdnutí pole, ve kterém bude dostatečně pevné a dobře seřízne.
- Řezání pole na hotové bloky. Dobře ztvrdlá hmota, která však po demontáži prefabrikované formy zůstává dostatečně měkká, se rozřeže tenkými strunami na bloky, drážky a hřebeny se vytvoří speciálním nástrojem a kapsy se vyrobí pro snadné ovládání.
- Napařování bloků v autoklávu. Hotové výrobky se umístí do autoklávu. V něm probíhá tepelné vlhčení asi 12 hodin. Teplota - 190 stupňů, tlak par - 12 atmosfér. Za těchto podmínek získává materiál dostatečnou pevnost. Speciální instalace umožňuje získat bloky autoklávovaného betonu správné velikosti.
- Balení. Hotové výrobky jsou naskládány na palety a přeneseny do skladu hotových výrobků nebo dodány na staveniště.




-
Jak čistit krystal doma
Křišťálové výrobky začínají postupně mizet. Je to škoda, že někdy vypadají reprezentativnější než moderní věci ze skla. A přesto časem povrch začíná ztmavnout, vyblednout, pokrytý prachem, ztratit svůj původní lesk. Jak vrátit objekty z křišťálu do jejich původního lesku a krásy? ... -

-

-